




Процессы коррозии, на любом нефтехимическом производстве определяются с учетом коррозионной агрессивностью технологических сред с одной стороны, а с другой, химической устойчивостью металла из которого изготовлено технологическое оборудование, то есть его коррозионной стойкостью.
На установках первичной переработки нефти наибольшей агрессивностью, по отношению к металлу аппаратов и трубопроводов, обладают технологические среды содержащие воду с растворенными в ней кислородом, минеральными солями, хлороводородом, сероводородом, растворами гидроксида натрия.
По мнению ведущих западных и российских специалистов, занимающихся изучением коррозионного износа оборудования, можно выделить ряд существенных факторов с которыми можно столкнуться в перспективе :
- повышение серосодержащих соединений;
- не подготовленность оборудования для переработки высокосернистых и тяжелых нефтей;
- увеличение рисков, ведущих к отказам оборудования из-за коррозии- особенно при простое технологических установок;
- усиление влияния коррозионно- активных соединений (сера, соли, сернистые соединения и органические хлориды ).
В первую очередь, изменения коррозионной агрессивности рабочей среды проявляется при нестабильной эксплуатации оборудования, при этом коррозионному износу подвержены : колонны, емкости, корпуса теплообменников и трубопроводы. В этих условиях, помимо общей коррозии, серьезной проблемой для целостности оборудования являются локальные виды коррозии (питтинговая, язвенная, межкристаллитная), а также коррозионное растрескивание. Прогнозирование и контроль выше указанных коррозионных повреждений в настоящее время крайне сложен и неоднозначен. На процессы протекания локальных видов коррозии и коррозионного растрескивания существенное влияние оказывает ряд специфических факторов эксплуатации оборудования технологических установок НПЗ.
К таким специфическим факторам следует отнести:
- применение химико-технологических методов защиты оборудования, в т.ч. и с использованием ингибиторов;
- проведение операции пропаривания аппаратов и трубопроводов перед проведением ремонтных работ, с образованием коррозионно-агрессивных конденсатов;
- простои оборудования вызванные проведением ремонтных работ , в связи с разгерметизацией оборудования ,вызванной образованием свищей и трещин, под воздействием коррозионно- агрессивных отложений и наличием атмосферной влаги и кислорода .
Большое влияние на целостность оборудования имеет человеческий фактор, а также действующая методология при проведении мониторинга и антикоррозионных мероприятий. В настоящее время большинство инженеров-коррозионистов воспринимают процесс коррозии как непрерывный и стабильный процесс, при этом, коррозионный износ определяется на основе переодических измерений скорости коррозии(как правило- один раз в месяц). К сожалению, в реальных условиях, коррозионный износ оборудования изменчив, непостоянен и зависит от соблюдения технологического регламента и состава среды в процессе перегонки нефти. Исследования показали, что коррозия может возникнуть даже после нескольких лет стабильной коррозионной обстановки во время эксплуатации. Как правило, коррозией занимаются специалисты только тогда, когда проблема становится критической, но как только она разрешается, все возвращается к "нормальному" рутиному способу организации работы до следующего "неожиданного" проявления коррозии. В большинстве случаев, организация контроля за коррозионной обстановкой проводится с помощью автономных средств измерений на основе методов потери веса (купонов), ультразвуковой толщины (ЕСН) и аналитических методов контроля окружающей среды. В этом случае, информация полученная о коррозионном износе оборудования не имеет переменных во времени, а лишь среднестатистические данные которых не достаточно, чтобы причино следственную связь коррозионной агрессивной среды. Анализ эффективности антикоррозионных мероприятий на предприятиях в настоящее время показал, что существует большая зависимость от оперативности получения данных и своевременности последующих управленческих решений. При анализе и выводах важно осуществлять систематическую оценку применяемых методов контроля для последующей расчетов имеющиеся рисков по отказам на технологическом оборудовании, а также для определения эффективности профилактических мер и мероприятий при осуществлении антикоррозионных мероприятий.
Антикоррозионные мероприятия могут дать эффект только в том случае, когда человеческий потенциал повысит эффективность управленческих решений. В настоящее время примеры ошибочных решений - это ошибки при выборе и применении ингибиторов, материального исполнения, типа покрытий и эксплуатационные технологические регламента.
Отсутствие системного подхода непосредственно имеет влияние на совокупную эффективность профилактических мер по снижающению вероятности образования рисков и отказов. Российские и западные эксперты, в области коррозии, считают что эффективность коррозионной защиты может обеспечить только мониторинг коррозионных процессов, который позволит вести непрерывный контроль не менее 90% от эксплуатациионного ресурса работы оборудования.
При этом, имеются особые подходы по системам коррозионного мониторинга как для предприятий нефтедобычи так и для предприятий нефтепереработки. Основная цель систем реального времени - исключить человеческие ошибки, повысить достоверность и информативность коррозионных процессов, на основе высокой оперативности и своевременности принимаемых управленческих решений.
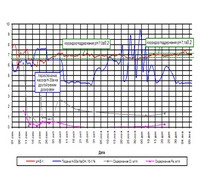
Ниже на рис. представлен данные иллюстрирующие имеющую разницу между аналитическим лабораторным контролем, с участием традиционых способов контроля и приборами непрерывного контроля в реальном времени .


Общий вид элемента блока АТ и трендов получаемых при периодическом контроле хлоридов и мониторинга реального времени в зоне контроля на выходе из сепаратора дренажных вод.
а) Схема участка технологической установки с указанием места отбора проб и контроля хлоридов в режиме реального времени.
б) Данные концентрации хлоридов в рабочей среде по результатам автоматического и ручного аналитического контроля
а б
Система коррозионного мониторинга реального времени дает возможность своевремено получать данные о процессах коррозии, а так же провести оптимизицию подаваемых ингибиторов. Своевременные управленческие решения позволяют снизить коррозионный износ оборудования и повысить надежность эксплуатации технологических установок. Получаемый банк данных позволяет систематизировать и оптизировать как применяемые методы и средства контроля, так и получать обширную информацию о корозионных процессах при перегонке нефти.
Система коррозионного мониторинга реального времени, посредством средств АСУ, осуществляет сбор, обработку и визуализацию информации о ходе коррозионных процессов на технологическом оборудованиво время эксплуатации. Все принимаемые данные отображаются, в режиме настоящего времени, на мониторе в операторной .

Тренд подачи ингибитора в зависимости от показаний датчика скорости коррозии.
Схема системы коррозионного мониторинга реального времени.
Компания Корсистем является лидером в России по разработкам и внедрению систем коррозионного мониторинга реального времени. Уже более восьми лет внедренные системы разработки Компании Корсистем на практике доказали свою эффективность в защите оборудования от коррозии.
Система коррозионного мониторинга разработанная нашими специалистами обеспечивает измерение параметрических сигналов с датчиков контроля, с последующей передачей их на сервер коррозионного мониторинга. Вся поступающая информация накапливается и выводится на монитор (или принтер) в качестве основных параметров, влияющих на протекание коррозионных процессов.
В зависимости от показаний датчиков, в автоматическом режиме, осуществляется регулирование подачи ингибитора посредством автоматического регулятора дозировочного насоса или регулирующего клапана. Концентрация ингибитора в рабочей среде, меняется в автоматическом режиме, в зависимости от показаний датчиков контроля.
На мониторе оператора отображается схема технологического процесса, на которой показаны места установки датчиков коррозии и pH, места ввода химических реагентов, регулирующих клапанов, дозирующих насосов и частотных преобразователей.
В реальном времени на монитор поступают показания:
- с датчиков коррозии, скорость коррозии в режиме реального времени;
- с датчиков рН- данные рН и температуры рабочей среды;
- с автоматических регуляторов дозирующих насосов(клапанов) - расход подаваемых реагентов.
Система обладает визуальными и звуковыми ступенями предупреждения - тревога, опасность и норма, в случае отклонения от нормы, независимо от человеческого фактора, срабатывает программа установленных допустимых значений. В процессе работы, на основе сравнения непрерывно поступающих данных, исключается фактор человеческой ошибки и повышается достоверность показаний.
Мнемо схема системы коррозионного мониторинга на установке АВТ
Тренды показаний подачи нейтрализатора в зависимости от показаний рН на установке АВТ-6 Волгоградского НПЗ
Структурная схема коррозионного мониторинга реального времени на установке водоподготовки.

e-mail: info@korsystem.ru
Системы коррозионного мониторинга реального времени на объектах нефтехимпереработки
Системы коррозионного мониторинга реального времени на объектах нефтехимпереработки
Защита технологического оборудования и трубопроводов от коррозии:
- Системы коррозионного мониторинга реального времени на объектах нефтехимпереработки;
- Оценка коррозионных процессов на объектах нефтедобычи ;
Научно-технические разработки в области экспертизы промышленной безопасности и защиты оборудования от коррозии:
Экспертиза промышленной безопасности опасных производственных объектов: